Filtration Solution Selection Tool
Need a fast way to find a solution for your specific industry or application? Use the tool below to find the right filtration solution for your needs.
Need a fast way to find a solution for your specific industry or application? Use the tool below to find the right filtration solution for your needs.
Filtration Applications
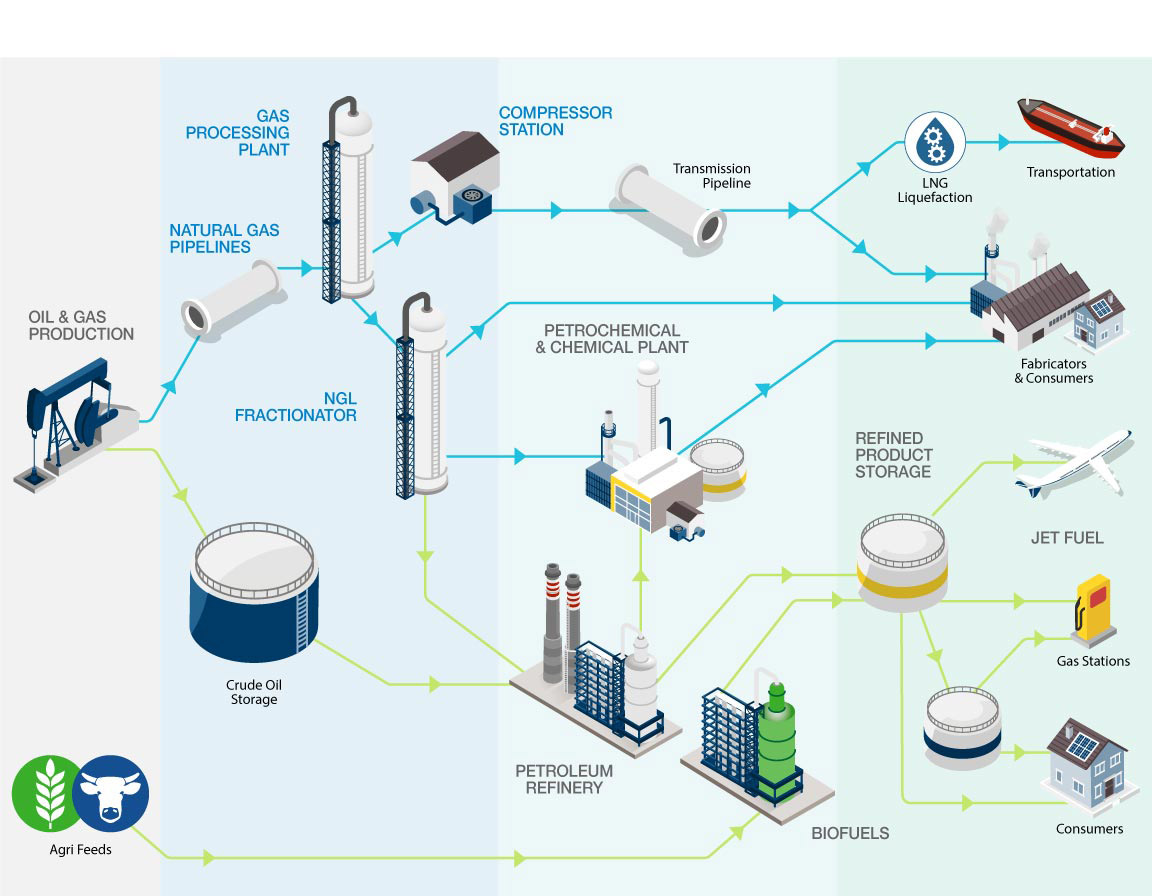
The production of oil and natural gas will inherently include many different hydrocarbon compounds in a single stream. That single production stream will require separation into water, heavy hydrocarbon liquids, light hydrocarbon liquids, and gas streams before it is sent to designated facilities for further processing.
The first step is to remove solids and formation (produced) water brought to the surface.Depending on the nature of the well many technologies can be used to enhance separation and increase throughput.
Water from well formation can be contaminated with high solids load. Water will need to be filtered before discharge or re-injection.
Water can be reinjected into well formation as a disposal method or used for enhancing recovery of hydrocarbons. Solids in the water will damage well porosity and result in costly downtime and limited production.
Water, oil, gas and solids coming out of the well head is filtered and separated for further processing.
Due to the remote location of most facilities, one of the main sources of fuel is natural gas from the process stream or production well. Poor removal of solids and liquids can lead to poor combustion, high fuel usage, as well as costly high VOC emissions, especially in today’s Lean Burn engines.
Filtration Applications
Gathering pipelines are typically used to bring multiple producing wells to a central point in order to reduce capital spent on infrastructure facilities. The central point can be further separation, a processing plant, compressor station, or other facility taking advantage of scaling.
Compressors are used to keep natural gas moving through the processes or pipelines by boosting pressure at each stage. Solid and liquid contaminants should be removed to reduce scarring on moving surfaces and decrease damage to valves.
Water content is reduced to meet pipeline specifications, typically between 4-7 lbs H2O per MMSCF, and decrease the possibility of hydrate formation. Filtration upstream of contactor is required to reduce fouling and foaming. Filtration in regeneration loop keeps system at manageable contaminant levels.
Stabilizing condensate is done by separating, typically using a heated column, the light hydrocarbons (C1-C4) to bring the vapor pressure down to a point that the condensate can be safely transported via truck or rail without flashing off. Removing solids and water content protects column and improves fractionation.
Meter/Regulation stations are critical for capturing accurate revenue transfer. These facilities can be considered the “cash register” or gate keeper of the system. Solids or liquids entrained in a process stream can cause inaccurate readings of product being received or transferred. High efficiency removal of these contaminants not only provides the best opportunity for accurate measurement but, protects pipelines from lower performance due to buildup of carryover.

Filtration Applications
Gas processing plants can range from simple glycol dehydration to complex liquified natural gas (LNG) facilities. Some of the most common processes are acid gas removal, dehydration, mercury removal, and NGL recovery. Each of these processes can have different technologies to achieve their goals and all of them require filtration to operate efficiently.
Pre-filtration of the natural gas stream to remove solids, aerosols, and liquids before entering the contact tower to prevent foaming, fouling, and loss of contact efficiency. In the regeneration loop solids and heavy hydrocarbons are removed to maintain performance of amine solution.
Water content is reduced to meet pipeline specifications, typically between 4-7 lbs H2O per MMSCF, and decrease the possibility of hydrate formation. Filtration upstream of contactor is required to reduce fouling and foaming. Filtration in regeneration loop keeps system at manageable contaminant levels.
After going through gas processing the gas must be brought back up to pressure to be put back into a pipeline or used elsewhere. Compressors boost the pressure of gas coming off the backside of Cryogenic plant and removal of aerosols created by compression is required prior to transfer.
Typically used in cryogenic applications, molecular sieves achieve removal of H2O from gas streams up to < 0.1ppmv. Protection for solids or aerosols carried over from Amine process keeps adsorbent from plugging and creating premature high DP across beds. Capture of any adsorbent fines on discharge will provide high purity gas to the next process.
Separation of bulk liquids prior to polishing is required to remove slugs that can damage internals on higher efficiency cartridge technologies.
Natural Gas Liquids (NGL's) consists of a mix of C2 – C5+ (ethane, propane, butane, and natural gasoline) which are transported, typically via pipeline, to a fractionation facility where they separated into pure products.
Removing solid contaminants prior to entering amine contactors is critical for consistent performance and throughput.
Before NGL fractionation facilities can process mixed NGL streams into pure NGL products, it needs to be treated to remove hydrogen sulfide (H2S) and carbon dioxide (CO2).
NGL containing H2S and CO2 are commonly referred to as sour or acid laden NGL and amine sweetening is essential to make the NGLs marketable and suitable for transportation. H2S and CO2 need to be removed because:
Mol Sieve Dehydration delivers high efficiency removal of water content in gas streams. Protecting the absorbent bed is critical for preventing rapid regeneration cycles, channeling, and untimely bed changes.
Compressor stations are the heart of natural gas transmission, storage, and gathering providing the energy necessary to keep gas moving through the infrastructure. Compressors are available in many configurations and technologies but, the two most common in the midstream industry are the reciprocating and centrifugal type. Because of the remote nature of many locations a large portion of these are powered by natural gas fired drivers (engines).
Removing solids and liquids from a gas stream to protect valves, bearings, and cylinders from scarring or failure due to incompressible contaminants entering the compressor
Natural gas exiting a compressor will normally contain aerosols and slightly larger liquids that may have condensed during cooling. These low surface tension aerosols are created by the lube oil used in the compression cylinders and can account for 70-80% of total contaminant in the stream.
Larger compressor systems can utilize a stand alone filtration system. Maintaining lubricating oil at recommended ISO Cleanliness ratings is crucial for limiting damage to moving components.
Due to the remote location of most facilities many of the main sources used as fuel is natural gas from the process stream or production well. Poor removal of solids and liquids can lead to poor combustion, high fuel usage, as well as costly high VOC emissions, especially in today’s Lean Burn engines.
Filtration Applications
A custom-designed filtration system can seriously impact the availability and reliability of operations. Our advanced filtration solutions are designed to meet the most demanding petroleum applications, while reducing the frequency of filter maintenance activities. The result is better availability and reliability of operations, with lower operating costs.
Remove particulate and hydrocarbon carryover from hydrocracker feed to protect catalyst beds.
Remove particulate from the hydrotreater feed to protect the catalyst bed in the reactors and maintain the run life on catalyst beds at minimal cost.
The Amine sweetening process is used to remove acid gas (sour gas) such as CO2 and H2S from a hydrocarbon stream by absorbing them into a solvent. A contact tower using bubble cap trays or packing increases the contact surface and provide high absorption efficiencies. Solids and liquid contaminants reduce the efficiency of contact and create an environment for foaming and fouling. High efficiency coalescing can limit the ingression of these contaminants into the contactor and also reduce load on the regeneration loop.
Jonell Systems ensures efficient chemical filtration systems at critical points in the chemical processing operation. By ensuring that inefficiencies in one area don't affect the next, you can mitigate risks, reduce operating costs and improve the quality of the end-product.
Jonell Systems' advanced filtration solutions are engineered to integrate seamlessly into your processes to maximize contaminant removal for truly streamlined chemical processing.
XXXX
XXXX
XXXX
XXXX
XXXX
As the industry moves towards renewable biofuels produced from various biomass sources, Jonell Systems and AMAFILTER® have come together to manufacture and deliver feed pre-filtration and post filtration for a wide range of biofuel feedstocks and processes.
Solid contaminants needs to be removed from tallow or other feeds prior to hydroprocessing.
Impurities must be removed from edible oil and cooking oil before it can be converted into biodiesel. The filtration process initiates with the filter system removing fine particles returning the oil to its pure form and ready for transesterification.
With more than 75 years of filtration experience, Facet has long been known for quality filtration solutions. Today Facet brings that expertise of filtration to you while living out our mission to make the world safer, healthier and more productive.
Facet is always innovating our technologies to ensure contaminants such as water, dust and dirt do not negatively impact the performance and quality of equipment. With in-house research, product development and state-of-the-art manufacturing facilities, Facet creates contaminant management solutions that combine technology driven products and advanced testing with outstanding service for refined products storage.
XXX
XXX

With 75+ years at the forefront of aviation fueling, Facet provides the most advanced and cost-effective technologies for ensuring clean, contaminate-free dry fuel from the refinery to the aircraft.
XXX
XXX